数字化转型是建立在数字化转换、数字化升级基础上, 进一步触及公司核心业务,以新建一种商业模式为目标的高层次转型。数字化转型Digital transformation是开发数字化技术及支持能力以新建一个富有活力的数字化商业模式。数字化转型表明,只有企业对其业务进行系统性、彻底的(或重大和完全的)重新定义——而不仅仅是IT,而是对组织活动、流程、业务模式和员工能力的方方面面进行重新定义的时候,成功才会得以实现。
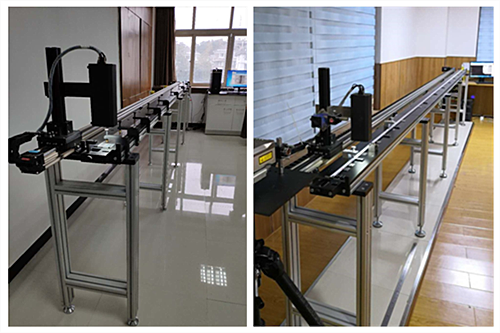
近日,浙江省计量科学研究院自主研制的“基于机器视觉线纹尺检定台的检测系统”在浙江大寺计量校准有限公司、建德市食品药品检验检测中心等机构应用,有效提升线纹尺检测精度、检测效率,助力检测工作数字化转型。
为解决行业共性难题,浙江省计量院长度所积极配置资源、组建团队开展相关研究,利用图像测量、机电自动化技术与长度精密测量等技术基础,研制相关检测系统。利用研究成果,检测时只需人工安装被测尺,在上位机软件选择所需测量点后,即可自动完成钢卷尺或钢直尺的检测工作,自动生成报告。该系统操作方便,检测效率高,大幅度缩短线纹尺的检测时间,为检测工作数字化转型提供好案例。
线纹尺是用金属或玻璃制成的、表面上准确地刻有等间距平行线的长度测量和定位元件,也称刻线尺。线纹尺的线条间距一般为1毫米或0.1毫米。线纹尺是用金属或玻璃制成的、表面上准确地刻有等间距平行线的长度测量和定位元件,也称刻线尺。线纹尺的线条间距一般为1毫米或0.1毫米。金属线纹尺一般采用铁镍合金制造,也有采用不锈钢制造的,或在钢的基体上镀镍或镀铬。
玻璃线纹尺一般采用与金属线膨胀系数接近的光学玻璃制造。线纹尺可分为基准线纹尺、标准线纹尺和工作线纹尺。基准线纹尺和标准线纹尺用于长度计量的量值传递。工作线纹尺用于比长仪、测长机、万能工具显微镜、万能测量机等长度测量工具中作为测量元件;在坐标镗床、坐标磨床等精密机床中作为定位元件线纹尺用于测量或定位时,要和读数显微镜、光学读数头或光电显微镜等配套使用。
我国正成为世界机器视觉发展活跃的地区之一,应用范围涵盖了工业、农业、医药、军事、航天、气象、天文、公安、交通、安全、科研等国民经济的各个行业。其重要原因是中国已经成为全球制造业的加工中心,高要求的零部件加工及其相应的先进生产线,使许多具有国际先进水平的机器视觉系统和应用经验也进入了中国。
机器视觉是人工智能正在快速发展的一个分支。简单说来,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
机器视觉是一项综合技术,包括图像处理、机械工程技术、控制、电光源照明、光学成像、传感器、模拟与数字视频技术、计算机软硬件技术(图像增强和分析算法、图像卡、 I/O卡等)。一个典型的机器视觉应用系统包括图像捕捉、光源系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块。
机器视觉系统最基本的特点就是提高生产的灵活性和自动化程度。在一些不适于人工作业的危险工作环境或者人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉。同时,在大批量重复性工业生产过程中,用机器视觉检测方法可以大大提高生产的效率和自动化程度。
一个典型的工业机器视觉系统包括:光源、镜头(定焦镜头、变倍镜头、远心镜头、显微镜头)、 相机(包括CCD相机和COMS相机)、图像处理单元(或图像捕获卡)、图像处理软件、监视器、通讯 / 输入输出单元等。
机器视觉检测系统采用CCD照相机将被检测的目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号,图像处理系统对这些信号进行各种运算来抽取目标的特征,如面积、数量、位置、长度,再根据预设的允许度和其他条件输出结果,包括尺寸、角度、个数、合格 / 不合格、有 / 无等,实现自动识别功能。
由于机器视觉系统可以快速获取大量信息,而且易于自动处理,也易于同设计信息以及加工控制信息集成,因此,在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
但是机器视觉技术比较复杂,最大的困难在于人的视觉机制尚不清楚。人可以用内省法描述对某一问题的解题过程,从而用计算机加以模拟。但尽管每一个正常人都是“视觉专家”,却不可能用内省法来描述自己的视觉过程。因此建立机器视觉系统是十分困难的任务。随着机器视觉技术自身的成熟和发展,它将在现代和未来制造企业中得到越来越广泛的应用。
新闻\图片来源:浙江省计量科学研究院