更多详情,请登录安徽省市场监督管理局官方网站查询。
节选该标准部分内容:
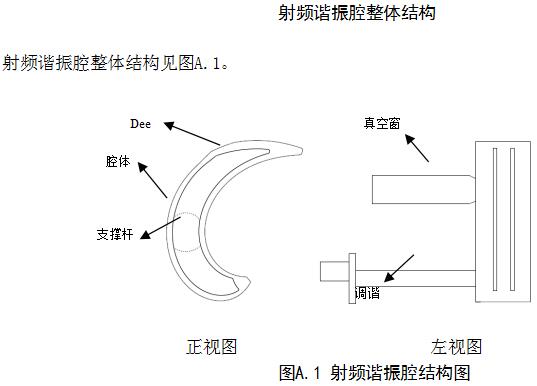
本标准规定了超导回旋加速器谐振腔的术语和定义、设计原则、工艺技术要求、结构设计要求和系统运行维护管理要求。
本标准适用于超导回旋加速器射频谐振腔的技术管理。
规范性引用文件:《GB/T 11345 焊缝无损检测、超声检测技术、检测等级和评定》
体工艺技术要求
腔体材质宜选用无氧铜TU1。
腔体内表面应做圆角处理,轮廓度不大于0.2 mm,粗糙度应不大于Ra1.6,且无毛刺、锐边、凹点等缺点。
腔体加工后应酸洗钝化处理。
腔体内所有螺栓应采用带有放气孔的奥氏体不锈钢镀银螺栓,且磁导率小于1.05。
水冷结构与腔体侧壁应进行钎焊处理,接触面不低于80%,水冷结构外壁轮廓度不高于2 mm。
水冷结构应进行真空漏率检测,真空漏率不大于1×10-10 Pa.m3/s。
腔体清洗烘烤后,水冷结构应做堵头防护和真空包装。
零部件工艺技术要求
有电连接要求的零部件间应设计金属簧片或编织网进行搭接。
未注尺寸公差和未注形位公差应按照 GB/T 1804、GB/T 1184 执行。
所有零件的螺纹孔和销孔位置度应不大于0.1 mm。
焊缝检测应按 GB/T 11345 的规定执行和评定。
调谐结构
调谐结构应包括电机和调谐杆,参见附录D。
调谐机构应采用电机驱动调谐杆垂直升降,运动范围为0~100 mm,运动速度应不大于5 mm/s。
电机应设计磁屏蔽罩,磁屏蔽的材料宜选用坡莫合金、10#钢等。
调谐杆头部结构应根据调节频率范围设计,调谐杆直线度应不大于0.1 mm。
调谐机构应设计位移传感器,位移传感器精度应不大于1 mm。
调谐结构根据谐振腔工作时的信号判断相位差,根据相位差利用算法输出电机控制量,完成反馈控制。
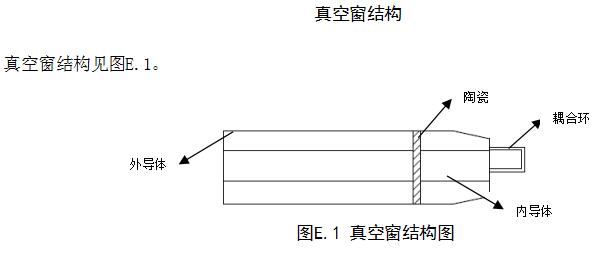
真空窗主要由外导体、陶瓷、耦合环和内导体组成,参见附录E。
外导体材料应选用不锈钢材质,内导体材料选用铜材质。
陶瓷的材料宜选用氧化铝、氮化铝和氮化硼等。
应采用内外导体同轴的结构,根据驻波比和特性阻抗确定内外导体尺寸。
内外导体上均应设计冷却结构(水冷或气冷),外导体上应设计温度传感器,温度传感器精度应不大于1 ℃。