本标准规定了聚乙烯燃气管道熔接设备性能定期检验的术语与定义、总则、检验项目、检验要求、检验方法与判定规则。
规范性引用文件:《GB/T 20674.1 塑料管材和管件聚乙烯系统熔接设备 第1部分:热熔对接》、《GB/T 32434—2015 塑料管材和管件燃气和给水输配系统用聚乙烯(PE)管材及管件的热熔对接程序》、《CJJ 63 聚乙烯燃气管道工程技术标准》、《TSG D2002—2006 燃气用聚乙烯管道焊接技术规则》、《GB/T 20674.2 塑料管材和管件聚乙烯系统熔接设备 第2部分:电熔连接》等等。
编号对应表用来反映热熔焊机主机、加热板和机架等主要组成部件编号对应关系的表格。
检验项目
电熔焊机检验项目包括外观检查、输出能量检验、数据确认功能检查、环境温度补偿功能检查、焊接工艺过程及监控功能检查、焊口信息记录检查。
全自动热熔焊机检验项目包括外观检查、温度控制检验、压力控制检验、焊接工艺过程及监控功能检查、焊口信息记录检查、热容量检查。
半自动热熔焊机检验项目包括外观检查、温度控制检验、压力控制检验。
一、电熔焊机检验
外观检查、输出能量检验、数据确认功能检查、环境温度补偿功能检查、焊接工艺过程及监控功能检查、焊口信息记录检查。采用数显式电压测量仪表测量输出电压,分辨率不大于0.1 V、最大允许测量误差不大于±1 %。焊机应具有管件信息自动识别系统且输入数据译码器具有正确译码功能,条码扫描器应能正确识别条形码。测试用的管件条形码数量、设定的焊接电压范围、电阻值范围、熔接时间要求同 6.3.2,且环境温度时间补偿系数不小于±0.25 s/℃;环境温度通过测温仪测量待检焊机温度传感器处温度确定,其分辨率不大于 0.1 ℃、最大允许测量误差不大于±0.1 ℃。熔接过程中应具有回路通断监测功能。记录焊口信息数量容量不得小于250条,具有打印、导出功能或预览功能,配置相应的数据导出接口。
二、全自动热熔焊机检验
外观检查、温度控制检验、压力控制检验、焊接工艺过程及监控功能检查、焊口信息记录检查。焊接每种管材规格的可更换夹具层数不超过3层(熔接管材公称外径DN≤400 mm)或4层(DN>400 mm),加热板尺寸由最小分度值不大于0.1 mm的尺寸测量仪器测量。液压系统压力由数显式液压表测定,其分辨力不大于0.01 MPa,量程20 MPa内精度等级不低于0.1级。试焊管材规格应包括允许焊接管材的最小公称外径;试焊时待检焊机的实际拖动压力通过在焊机提示插入加热板时,连续使用独立焊机的液压系统进行三次拖动压力测量,并取滑动拖动压力的平均值作为测量值。焊接开始前准备和熔接过程应满足TSG D2002—2006和CJJ 63规定的焊接工艺规范的要求。
三、半自动热熔焊机检验
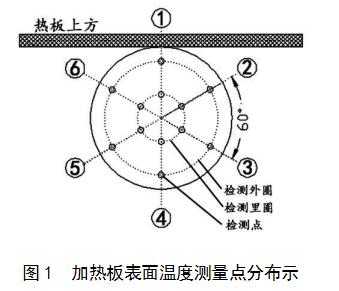
外观检查、温度控制检验、压力控制检验。测量加热板温度应在加热板温度达到设定温度且持续10 min时测量。b)焊接过程中,规定焊接压力控制偏差应不超过±20%。规定焊接压力由TSG D2002—2006推荐的焊接参数表确定。其中,卷边阶段至少测量2个不同时间的压力值;冷却阶段至少测量前 10 min 内3个不同时间的压力值,测量时间分别为冷却时间不大于2 min、4 min~6 min、8 min~10 min;c)冷却阶段,前15 min内保压过程中液压系统压力变化应不超过±20 %,且首次补压时间应不小于1 min。设定的压力包括1 MPa~5 MPa。