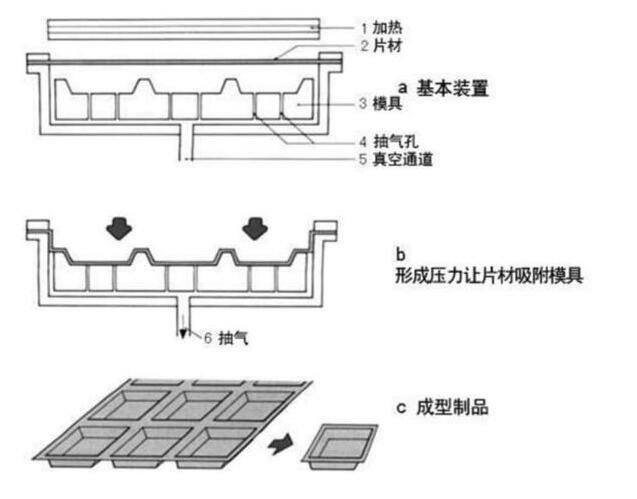
图2-1 基本原理示意图
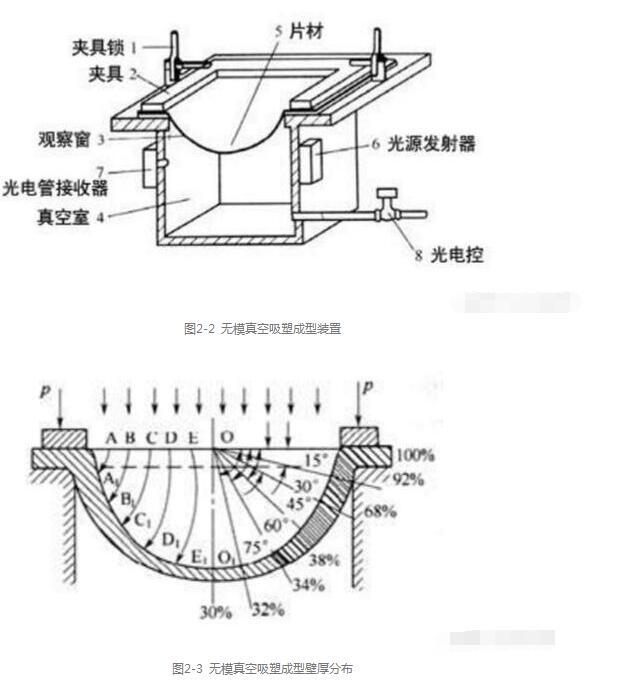
二、无模成型 真空无模成型过程如图2-2所示,将片材加热到所需温度后,置于夹持环上,用压环压紧,打开真空泵阀门抽真空,通过光电管控制真空阀调节真空度,直到片材达到所需的成型深度为止。
由于自由真空成型法中制件不接触任何模具表面,制件表面光泽度高,不带任何瑕疵。如果塑料本自身是透明的,制件可以具有最小的光吸收率和透明 2 性,故可用于制造飞机部件如仪器罩和天窗等。
真空无模成型法在成型过程中只能改变制件的拉伸程度和外廓形状,因此不能成型外型复杂的制件。
另外,成型过程中,随着拉伸程度的增大,最大变形区(即片材中心)的厚度不断减小,因此实际生产中拉伸比(H/D)一般应小于75%。
在运用此法进行加工时,操作员必须有熟练的技巧,调节好真空度,以得到符合设计要求的轮廓和尺寸一致的产品。
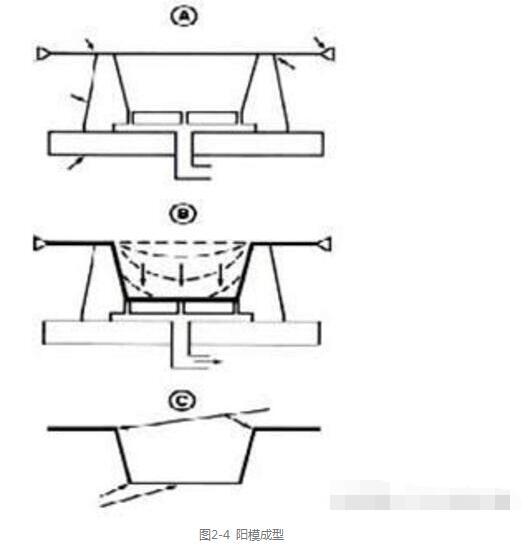
三、阳模(凸模)和阴模(凹模)成型 对于真空吸塑成型,受热的材料仅有一面与成型工具相接触。这样,材料与模具相接的面就具有与成型模具完全相同表面轮廓。而成型制件的未接触面的轮廓和尺寸就只有取决于材料的厚度。根据成型材料与成型模具的接触面的不同,成型过程可分为阳模和阴模成型。
真空吸塑阳模成型工艺过程如(图2-4)所示。 本法对于制造壁厚和深度较大的制品比较有利。 制品的主要特点是:与真空阴模成型法一样,模腔壁贴合的一面质量较高,结构上也比较鲜明细致。壁厚的最大部位在阳模的顶部,而最薄部位在阳模侧面与底面的交界区,该部位也是最后成型的部位,制品侧面常会出现牵伸和冷却的条纹,造成条纹的原因在于片材各部分贴合模面的时候有先后之分。先与模面接触的部分先被模具冷却,而在后继的相关过程中,其牵伸行为较未冷却的部位弱。这种条纹通常在接近模面顶部的侧面处最高。
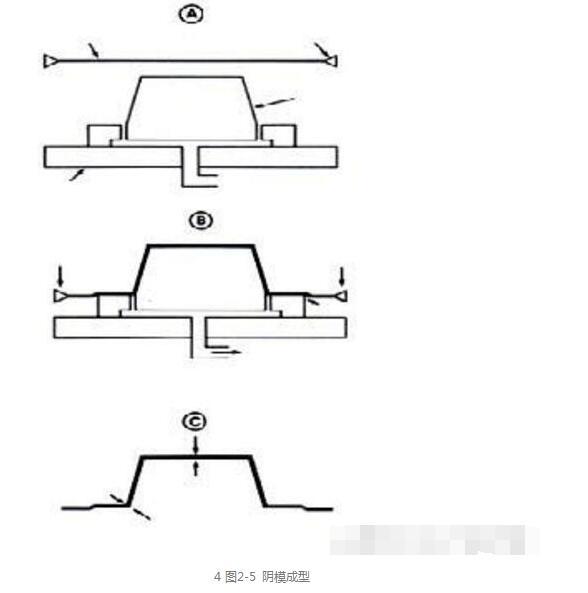
真空吸塑阴模成型工艺过程如图(图2-5)所示。 真空阴成型法生产的制品与模腔壁贴合的一面质量较高,结构上也比较鲜明细致,壁厚的最大部位在模腔底部,最薄部位在模腔侧面与底面的交界处,而且随模腔深度的增大制品底部转角处的壁就变得更薄。因此真空阴模成型法不适于生产深度很大的制品。
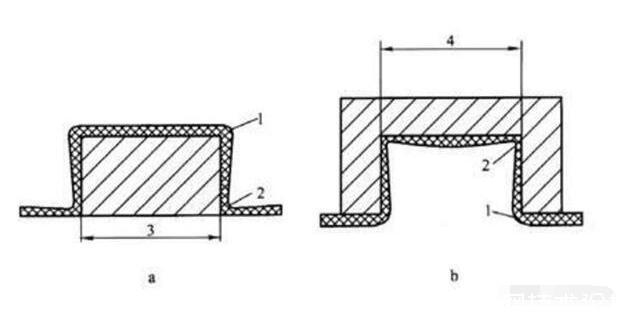
对于阳模成型,制件的内尺寸是很精确的,因为它是与真空吸塑成型工具相接的一面。相反,对于阴模成型,制品的外尺寸是很精确的,因为其外部与真空吸塑成型模具相接触如(图2-6)。 图 2-6a 阳模成型(简图)和b 阴模成型(简图) 1-厚部位;2-薄部位;3-成品的内尺寸;4-外尺寸
对于阳模制件我们必须注意如下问题:
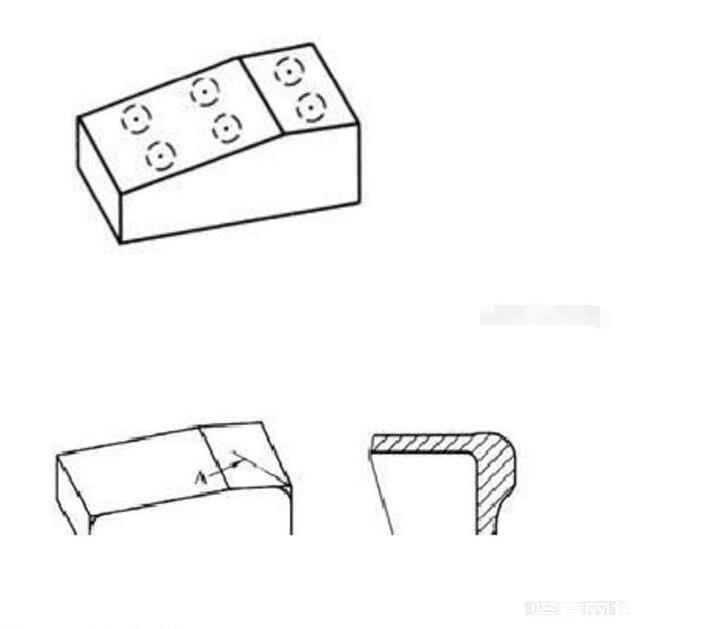
① 在使用高的角式模具进行加工时,特别是当模具与夹持框架间的距离很大时,容易产生皱褶(图2-7)
② 在角落处容易产生冷却条纹(图2-7); 5
③ 在凸缘处壁厚不均匀(图2-7);
④ 由于侧壁斜度不够而使脱模困难;
⑤ 在成型区(夹持模框)多腔模具的嵌件和下夹持器之间会产生小的缝隙;
⑥ 阳模成型模具通常比阴模价格低廉。 图2-7 阳模制件中的缺陷及其典型特征(简图) 1-冷却痕迹;2-皱褶;3-薄部位;4-厚部位
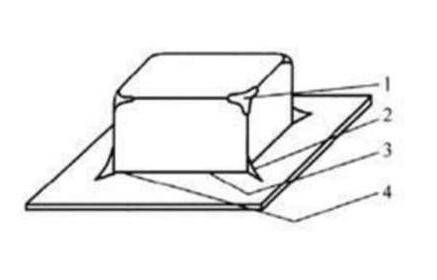
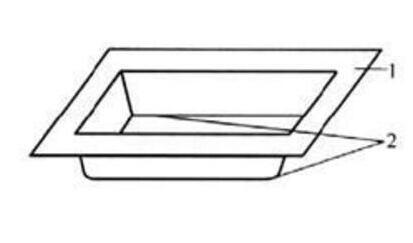
对于阴模制件我们必须注意其(图2-8) :厚的边缘;均匀的边缘厚度;薄的角隅;单阴模有很好的脱模性;阴模模具通常比阳模价格高。 但是,对于每一种情况之中的不利影响都可以通过采用适当的加工方法来降低。 图2-8 阴模制件的典型特征 1-均匀的边缘;2-薄的角隅
四、机器基本装置
1.夹紧设备 塑料片材成型时,片材被固定在夹紧装置上。在真空吸塑成型的通用型机和复合型的热成型机上多采用便于固定各种尺寸片材的夹紧装置。有的是整个成型机配一套夹紧框架。
夹紧装置可分为两类:
一类是框架式,另一类是分瓣式。
框架式夹紧装置由上、下两个框架组成。片材夹在两个框架之间。框架打开时,下框架一般保持固定状态。各种类型单工位成型机上框架的下部直接固定在成型室上。用手装型坯和成品取出的手动和半自动成型机上,当框架尺寸很大时,都装有在框架打开范围内的安全操作装置。对成型滑移性较大的型坯,要求夹紧力能在比较宽的范围内调节,为此,采用两个包胶辊,用弹簧相互压紧,并配有压力调节装置。连续拉片成型机的夹紧是两边拉链与前后闸的共同作用。 夹紧装置最好采用自动控制,以期动作迅速,可有
2.加热设备 热塑性塑料片材和薄膜的真空吸塑成型过程,主要工序之一就是片材加热,让片材软化成可塑性的设备。电加热的持续时间和质量取决于加热器的结构,辐射表面后温度传热的热惯性,片材与加热器间的距离,辐射能吸收系数,加热器表面的特性以及材料的热物理性能。常用的加热器有电加热器、晶体辐射器和红外线加热器。
3.真空设备 真空系统由真空泵、储气罐、阀门、管路以及真空表等组成,在真空成型中常采用单独机型真空泵,此种泵的真空度应达到0.07~0.09 Mpa(520mmHg)以上。储气罐一般是用薄钢板焊接的圆柱形箱体,底是椭圆形的。蓄气罐的容量至少应比最大成型室的容量大一半。真空管路上,必须装有适当的阀门,以控制真空窄容量。 真空泵的转动功率由成型设备的大小和成型速度决定,较大或成型速度较快的设备常用大至2~4KW的。真空中央系统的大小视工厂具体生产和发展的要求而定。
4.压缩空气设备 气动系统可由成型机自身带有压缩机、储气罐、车间主管路集、阀门等组成。成型机需要压力为0.6~0.7MPa的压缩空气,各种真空吸塑成型机广泛采用活塞式空气压缩机。也可以用大型的螺旋式空气压缩机整厂供给。 压缩空气除大量应于成型外,还有当一部分用于脱模、初制品的外冷却和操纵模具框架和运转片材等机件动作的动力。
5.冷却设备 为了提高生产效率,真空吸塑成型制品脱模前常需进行冷却。理想的情况是制件与模具接触的内表面和外表面都冷却,而且最好采用内装冷却盘管的模具。对于非金属模具,如木材、石膏、玻璃纤维增强塑料、环氧树脂等模具,因无法用水冷,可改用风冷,并可另加水雾来冷却真空吸塑成型制件的外表面。 生产中若采用自然冷却可以获得退火制件,有利于提高制件的耐冲击性。用水冷却虽然生产效率高,但制件内应力较大。
6.脱模设备
对于模压成型(阳模)通常的成型压力:大面积模制件0.2 ~ 0.3MPa ( 2 ~3bar ) ;小的制件高达0.7MPa ( 7bar )。
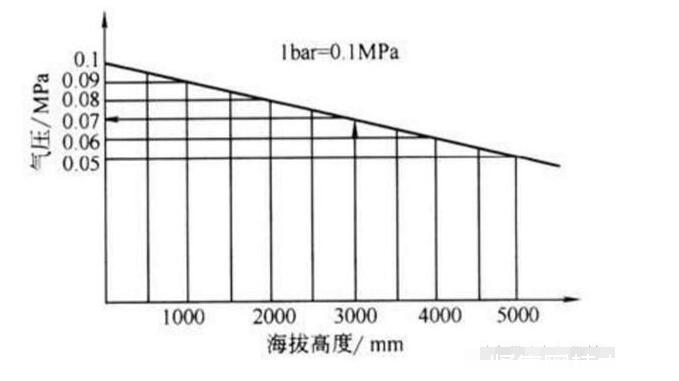
对于真空成型,成型压力较低,且主要取决于的大气压力。当使用高质量的真空泵时,模塑压力可达到约0.O98MPa ( 0 . 98bar )。由于真空 8 产生的压力等于成型材料一侧所受到的大气压与另一侧产生的真空的压差,所以接触压力就取决于空气压力和密封度。因此,即使使用最好的真空泵,随海拔高度的增大,成型压力也会不断降低(图2-10)。
六、成型面积、切入面积、夹持边缘 夹持框表面内部宽度大小范围区域的面积被称为成型面积(图2-11)。切人面积就是指在成型过程中发生牵伸的区域的面积。它依赖于制件的规格,而与夹持边缘是否需要加热无关。应用如下:成型材料未受热的区域(如未受热的夹持边缘)不收缩,而成型的部分则在成型后收缩;但是不同收缩的区域会造成模塑物的变形。 对于实际应用的意义:若制件的夹持边缘在脱模后立即就被切断,那么它就不必进行加热;若夹持边缘留在制件上(无修边成型过程),夹持边就必须加热到材料的Tg以上。 图2-10 成型机器的海拔高度对真空成型中的空气压力的影响
七、废料(边料)面积和废料比率
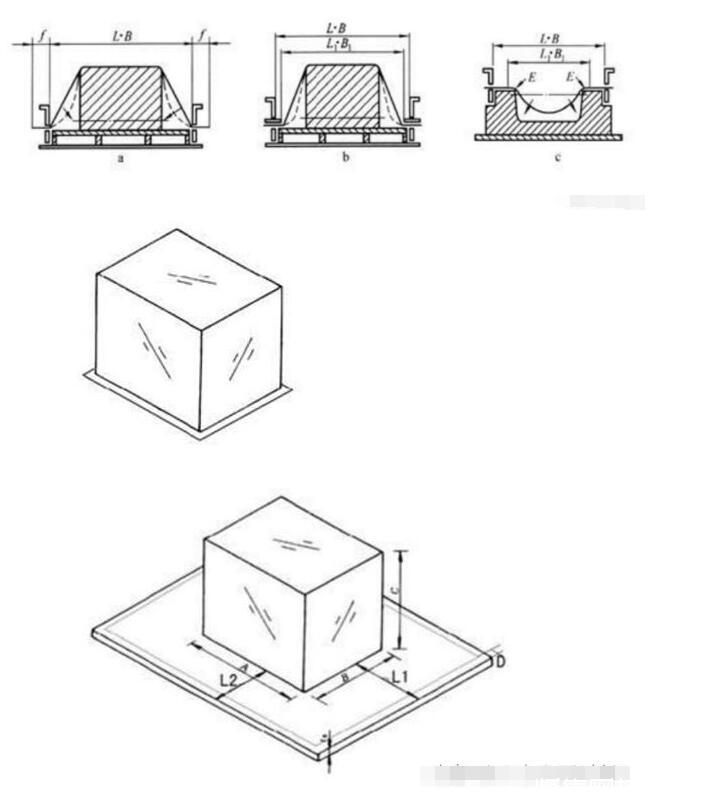
掌握废料分寸,对成本核算有着重要意义。成型制品四周的切边余量是没有精确数据的,因为它会由拉伸情况影响。我们利用以下着个案例来分析: 例:计算成型矩形盒(如图2-12)高200mm ,模具底面积(430x950) mm2,制品在模具底平面四周延伸10mm边位剪切(即产品尺寸440x960mm2),若用料片坯面积(610x1200) mm2 ,夹持边缘四边各20mm,求此种情况时的废料比。 图2-11 成型面积和切人面积
a 对于阳模成型,成型面积等于切人面积;
b 在阳模成型中由于附加的保护物的作用而使切人面积减小;
9 c 在阴模成型中规定的加工切人面积 L ·
B-成型区域;Ll · B1-切人面积;?-夹持边缘;
E-阳模成型中牵伸起始处(壁厚发生变化) 图2-12 矩形盒用料制品简图(右边为裁边后的成品图)
AB-模具底面,
C-高度,L1和L2-模具延伸到片坯边缘的长度,
D-夹持边缘
片材的废料由夹持边缘面积和经成型拉伸裁出制品后的片坯面积组成,最主要是计算经过拉伸后,出制品后还剩余多少份量的边料。
注:裁边面积—制品的剪口面积 10 根据此公式计算: 成型/型腔面积= [(610-20x2)(1200-20x2)]/{(430x950+430x200x2+950x200x2)+ [(610-20x2)(1200-20x2)- 430x950]} = 66120/1174720 = 0.056 废料面积= 0.056x[(610-20x2)(1200-20x2)-440x960]+[610x1200-(610-20x2)(1200-20x2)] = 142353.2 mm2 废料比率 = 142353.2/(610x1200) = 0.194或19.4%
八、排气面、排气孔、排气槽、槽口 在真空吸塑成型加工过程中,为了除去塑料材料与模具之间所存留的气体,模具必须是能排气的或有足够的排气孔或排气槽;这可以使空气通过抽气装置(或转移)快速的除去。具体的设计将在模具设计章节详细介绍。 九、脱模斜度 对于阳模成型,制品会收缩而紧贴在模具上,而对于单腔阴模成型,制品收缩后可以脱离模具表面。为了能够脱模,模具侧面必须具有一定的倾斜度。在脱模方向上,模具侧面的倾角被称为脱模斜度(见图2-13)。脱模斜度应该取得尽可能大。脱模斜度越大,脱模越快,成型周期越短,而且在脱模的过程中制品变形的可能性小。单阳模和单阴模的脱模斜度一般为:a=3o~5o ;对于收缩率<0.5%的和慢速脱模a > 0.50 。 图2-13 脱模斜度 a单阳模; b 单阴模

十、成型比和牵引比 成型比(图2-14)是指制品的最大抽拔深度H 与成型面B 之比,或与成型 11 面直径D 之比。成型比并不能准确反映出牵伸比。成型比可根据图2-14 得到。
成型面积:L · B ,当L > B (长方形模制品)
成型比:H :B (长方形)或H :D (圆形模制品) 牵伸比是指模件修边前的表面(不含夹持边),与成型面积之比,其结果根据图2-15。
牵伸比S = F2/F1 式中F1― 不含夹持边的最初成型材料面积;
F2― 制品的模塑面积 测定实际牵伸比的技巧:对于几何形状非常复杂的模制品,牵伸比可以在最大牵伸处用一个软尺很容易地进行测定(见图2-16 )。
宽度B 方向的牵伸比 = 卷尺测量尺寸/宽度B 图2-14 成型比 a 和b 不同几何体的成型比H :
B ; c 圆形几何体的成型比 图2-15 用于计算壁厚的制件尺寸 图2-16 某塑件宽度B 方向的牵伸比 1 -软尺测量
成型的牵伸比不宜过大,实际生产中选用牵伸比时不超过1/3为宜,否则转角、底部的部位将急剧变薄,甚至成型不了。 成型时,造成制品厚薄不均的主要原因是片材各部分所受的拉伸情况不同,一般来说,阳模成型时,易造成顶部过厚,两侧逐渐变薄;阴模成型时,口径部位过厚两侧延至底部变薄,特别侧面与底部的转角部位最薄。 牵伸比应控制在一个极限范围内。如果采用单阴模成型时牵伸比通常不超过0.5;采用单阳模成型时拉伸比可以适当增大,如果采取柱塞协助成型,牵伸比可以更大些。
十一、壁厚计算、吸塑成型制件 当未成型材料的厚度已知时,我们可以粗略地估计出吸塑成型制件的厚度。由于制件的设计壁厚和最终成型壁厚的不规则分布,最终的计算结果要考虑±30%的壁厚分布。对于这种计算,必须假定材料的体积在整个成型的过程中保持不变。
因而有如下成立:V1 = V2 这样:F1·s1 = F2·s2 从而: s2 = F1/F2·s1 式中 Vl ― 不含夹持边缘的材料体积;
V2 ― 热成型制件的体积; F1 ― 不含夹持边缘的材料面积; F2 ― 制件表面积; s1 ― 原材料厚度; s2 ― 制件壁厚。
壁厚计算示例:
1. ① 长方形成型制件的壁厚的确定 根据图3-21,有如下尺寸: a=800mm, b=500mm, c=400mm, L=880mm, B=580mm 13 用这些数据计算面积和面积比得: F1 = L · B = 510400mm2 F2 = L · B + 2bc + 2ac = 1550400 mm2 F1/F2 = 0.3293???? F2/F1 = 3.0367 对于原材料厚度s1=4mm, 且厚度均匀分布的成型制件,其壁厚: s2 = F1/F2·s1 = 0.3292X4mm = 1.32mm 由于成型制件的壁厚的波动不均一,实际上制品的厚度分布在0.9~1.7mm之间 s2act = s2±30% = 1.3mm±0.4mm ≈ 0.9~1.7mm ② 若制件壁厚指定,所需材料的厚度确定 根据图3-21中所示的制件的平均厚度为s2 = 2mm,那么所需原材料的厚度应该是多少? 如下是材料厚度的计算结果: s1 = F1/F2·s2 = 3.0376X2mm = 6.075mm 由于制件壁厚分布不规则,所选材料的厚度应比计算值增加30%: s1act = 6.075+30% ≈ 8mm
十二、吸塑成型制件的收缩和变形 在片材章节我们已经介绍过材料的缩水问题,在这里我们将借助吸塑成型制件进行解说。
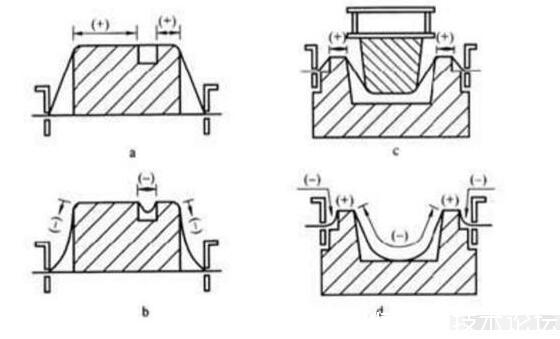
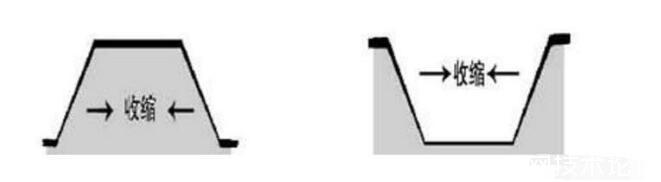
1.收缩 在冷却阶段成型模具和施加真空,避免模塑件的尺寸发生变化,然而一旦脱模,制件就会发生尺寸变化,且随时间的增大变化就越大。 这些尺寸变化就是所谓的收缩,它包括加工过程的中的收缩和后收缩。 影响收缩情况的还与成型模具结构有关,在成型过程中阳模比阴模收缩小,如图2-17:
2.变形 变形就是制品的形状偏离原先形状的设计。如在圆形模具上成型的制件变成了椭圆形。与模具水平面相接的模塑件的成型表面,在脱模成为三维尺寸的制品时,往往会发生变形,如发生扭曲或者翘曲。 收缩和变形的原因密不可分的,两者都与以下因素有关:片材原料、片材生产条件、成型中的牵伸量、冷却速度、脱模温度。 图2-17 左为阳模成型和右为阴模成型的制品缩水情况
十三、痕迹、冷却痕迹、条纹、皱褶 痕迹(图2-18)、冷却痕迹(图2-19)、条纹和开裂(图2-20)都是制品中常见的缺陷,但是可以通过相应的措施来避免,将在后面的章节里详尽讲解。 图2-18 透明制品上的排气孔痕迹 图2-19
a 阳模制品上的冷却痕迹和b 图3-18a 的A - A 断面 图2-20条纹和开裂
a 阳模制品上的条纹;
b 阳模制品上的开裂