残余应力是在无外力作用时,以平衡状态存在于物体内部的应力。各种机械工艺如铸造、切削、焊接、热处理、装配等都会使工件内出现不同程度的残余应力。[2]残余应力产生的根本原因是物体内部产生了不均匀的弹塑性形变。
将上述两个关键词叠加,就是本文的关注对象焊接残余应力。由于焊接时局部不均匀热输入,导致构件内部温度场、应力场以及显微组织状态发生快速变化,容易产生不均匀弹塑性形变,因此采用焊接工艺加工的工件较其他加工方式而言受到残余应力作用的影响较为突出。
焊接残余应力是焊件产生变形、开裂等工艺缺陷的主要原因,焊接变形在制造过程中危及形状与尺寸公差、接头安装偏差和增加坡口间隙,使制造过程更加困难;焊接残余应力可使焊缝特别是定位焊缝部分或完全断开;机械加工过程中释放的残余应力也会导致工件产生不允许的变形。同时,焊接残余力可能引起结构的脆性断裂,拉伸残余应力会降低疲劳强度和腐蚀抗力,压缩残余应力会减小稳定性极限。[2]因此,焊接残余应力一直是焊接界关注的重点问题之一。
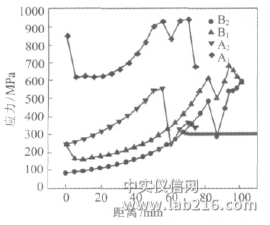
图1 焊接残余应力的危害
一、焊接残余应力形成机制
想要找对控制和消除焊接残余应力的方法,首先需要认识其形成机制作为基础。焊接是一个复杂的物理化学过程,其中的物理现象包括传热、金属的熔化和凝固、冷却时的相变等,焊接残余应力的形成也是多种因素交互作用的结果,因此关于其形成机制的研究也历经了不断发展完善的过程。焊接残余应力产生机制理论认知演化过程如图2所示。
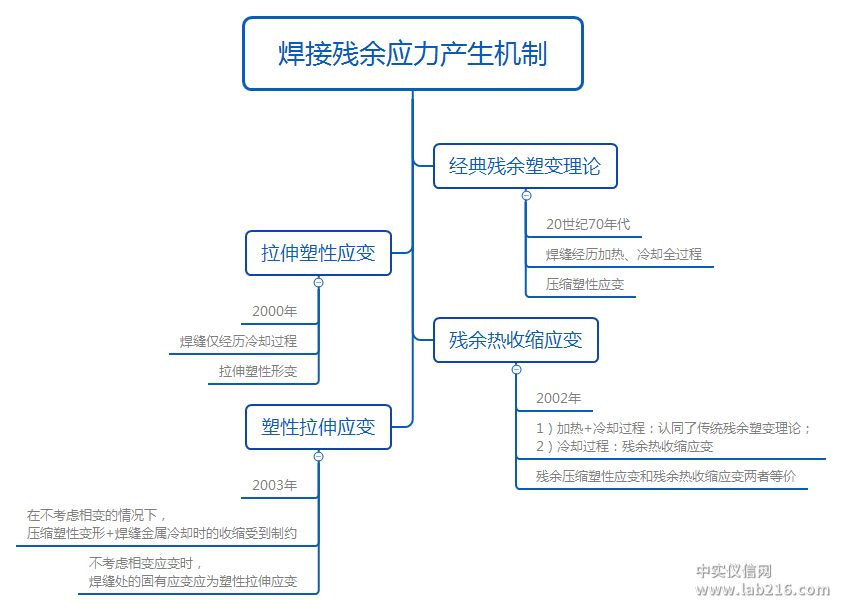
图2 焊接残余应力产生机制理论演化过程
20世纪70年代初期大致奠定了焊接残余应力和变形理论的基础。苏联的H.O.奥凯尔布朗姆和C.A库兹米诺夫的著作里提出了一维条件下的残余塑变理论,即认为焊接加热过程中焊缝和近缝区的金属热膨胀应变受到周围较冷金属的拘束,从而产生压缩塑性应变。焊接冷却过程中该压缩塑性应变被拉伸抵消一部分,但焊后仍残留部分压缩塑性应变,称为残余压缩塑性应变。
上述一维条件下的残余塑变理论假定焊缝处一直就是原来工件的一部分,经历了加热和冷却的全过程。2000年,有学者对上述残余塑变理论提出质疑,认为该理论忽略了一个基本事实,即大多数情况下焊缝处由熔化的金属填充,焊缝可以说是直接从高温冷却下来的,仅经历了冷却过程。认为焊缝处从高温冷却下来受到周围的拘束只会产生拉伸塑性应变,并从此角度出发解释消除焊接残余应力的原理,认为消除应力的过程实质就是将拉伸弹性应变转变成拉伸塑性应变的过程。[6]
2002年,有学者通过分析两端拘束杆件和长板条焊件的一维简化模型,首先认同了传统残余塑变理论,即假定焊缝本身经受加热和冷却过程,完全冷却后焊缝处存在残余压缩塑性应变。对于焊缝是填充金属直接从高温冷却下来的假设情况,则由于热收缩应变被冷却过程中的拉伸塑性应变抵消一部分,完全冷却后焊缝处存在残余热收缩应变。通过分析,残余压缩塑性应变和残余热收缩应变两者是等价的。该理论解释了无坡口焊缝工件与有坡口填充焊缝工件焊接时残余应力与变形产生的结果完全类似的现象。引入“固有应变”概念,认为焊接残余应力是在固有应变源作用下构件自动平衡的结果。
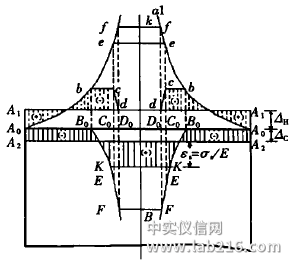
图3 长板条焊接时应力应变
2003年,又有学者对前述观点产生质疑,认为虽然残余压缩应变和残余收缩应变在导致焊接残余应力产生的作用方面是等价的,但其本质却有不同,区别二者对焊接残余应力形成过程的贡献是有意义的,对于研究和开发新的焊接残余应力调控技术有指导作用。在不考虑相变的情况下,除了传统机理所描述的母材中的压缩塑性变形引起焊接残余应力之外,焊缝金属冷却时的收缩受到制约也是导致焊接残余应力产生的重要原因。该学者认为在不考虑相变应变时,焊缝处的固有应变应为塑性拉伸应变。
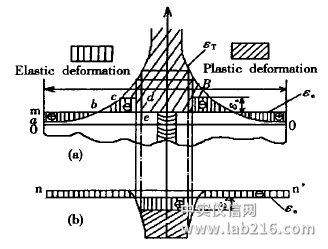
图4 低碳钢焊接时纵向应力应变分布
图中下部剖面线区域为塑性拉伸区。图中所描述的板上堆焊模型只适于描述堆焊耐磨层等场合。
总结起来,对于焊缝处的残余应力,有压缩塑性应变和拉伸塑性应变之争,对于焊接残余应力的认识在认同或质疑中不断加深。若仅就其内拘束度的效果而言,焊接残余应力产生机理可表述如下:焊接热输入引起材料不均匀局部受热,使焊缝区熔化;而与熔池毗邻的高温区材料的热膨胀则受到周围材料的限制,产生不均匀的压缩塑性形变;在冷却过程中,已发生塑性变形的这部分材料(如长焊缝的两侧)又受到周围条件的制约,而不能自由收缩,在不同程度上被拉伸形成拉应力;与此同时,熔池凝固,形成的焊缝金属冷却收缩受阻时也将产生相应的拉应力。
二、焊接残余应力控制和消除
要达到降低焊接工件残余应力的目的,可以考虑两个方面:一个是控制焊接残余应力的产生,从源头上减小残余应力;二是在焊后通过方法消除残余应力。
2.1焊接残余应力控制
控制焊接残余应力,即在焊接结构制造过程中采取一些适当的措施以减小焊接残余应力。一般来说,可以从设计和工艺两方面着手,设计焊接结构时,在不影响结构使用性能的前提下,应尽量考虑采用减小和改善焊接应力的设计方案;另外,在制造过程中还要采取一些工艺措施,以使焊接应力减小到最低程度。焊接残余应力控制方法总结如图5所示。
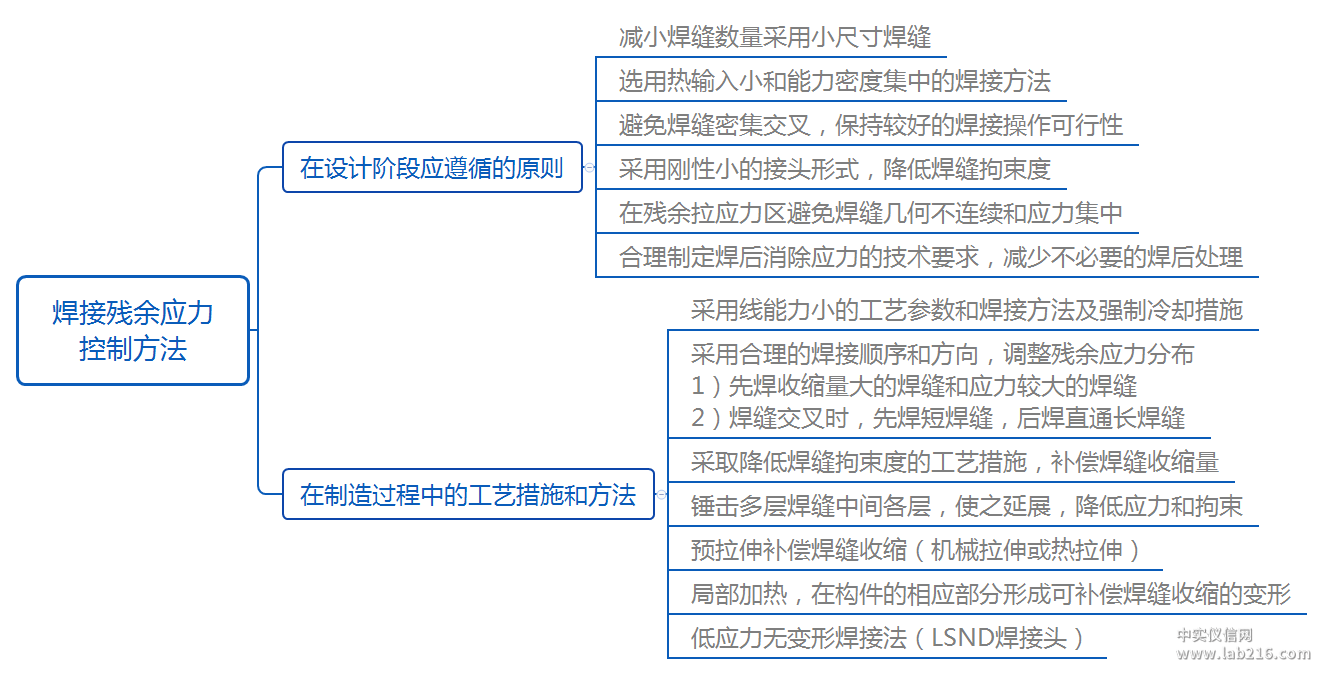
图5 焊接残余应力控制方法
例:焊接结构和顺序对焊接残余应力影响
有学者采用有限元分析焊接结构和焊接顺序对残余应力的影响。采用有限元分析软件MSC.Marc,对使用高强钢制造的工程机械常用局部加强贴板焊接结构进行焊接残余应力数值模拟计算分析。经过对四种不同结构和焊接顺序的计算,对比分析结果表明:结构拘束和焊接顺序对焊接残余应力有重要影响,局部加强贴板增加结构拘束度,导致焊接残余应力增大;先焊主结构,再焊局部加强贴板,焊接残余应力最大。因此,合适地设计焊接结构和焊接顺序有利于降低结构的焊接残余应力,提高焊接结构的可靠性。
图6 焊接残余应力与径向位置的关系曲线
A结构有加强环,B结构无加强环;1和2结构焊接顺序不同。
2.2焊接残余应力消除
残余应力的消除方法可分为机械作用方法和热作用方法。机械的方法是利用外力使材料内产生塑性变形来达到降低残余应力的目的。理论上讲,只要外力使性质均匀的构件整体同时达到屈服,全部消除残余应力是可能的。但实际上由于种种困难,用这种方法想把应力完全消除是难以实现的。用热作用消除残余应力与蠕变和应力松弛现象有密切关系。用热作用去除残余应力时,只要退火温度和保温时间适宜,应力是完全可以消除的,但与此同时却会造成材料硬度和其他机械性能下降,并且因热作用而产生的组织变化也是不可避免的。焊接残余应力消除方法总结如图7所示。
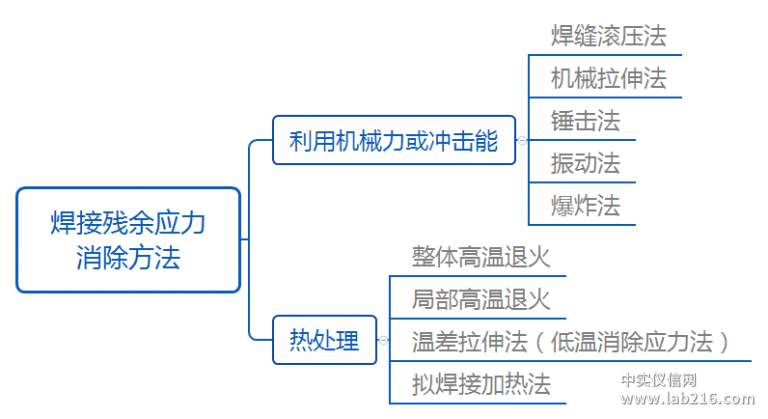
图7 焊接残余应力消除方法
例:焊后热处理对焊接残余应力的影响
有学者研究了焊后热处理对20MnNiMo焊接接头残余应力的影响。制定焊接方案和焊后热处理方案,并通过盲孔法对焊接接头表面残余应力进行测定和记录,研究得到了焊后热处理对20MnNiMo厚板焊接接头残余应力场分布的影响。结果表明,焊后去应力退火可以很好的减小20MnNiMo厚板焊接残余应力,去应力效果显著,可以很好地改善20MnNiMo焊接残余应力的分布。
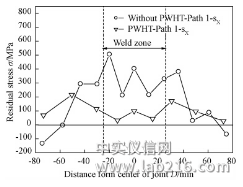
图8 焊态和退火后残余应力分布图
传统方法里,焊接工艺中方案设计、工艺制定等更多依赖于设计施工人员的经验和技术,最佳工艺方案和焊接参数的筛选等工作需要在车间或实验室里进行大量的试验工作,对人力、物力和时间都是浪费。随着焊接领域研究的不断深入发展,学者们一直不断将各种基础理论的新成果引入到焊接过程的研究中,使得焊接工艺过程中的很多现象不仅可以从本质上进行理论解释,还可以进行定量分析、模拟和理论预测,这就为焊接过程模拟技术提供了基础。目前,焊接过程模拟技术已成为焊接领域的研究热点。通过计算机模拟技术,可以模拟焊接过程温度场、残余应力的动态变化,为残余应力控制和消除提供了理论指导。